
产品详细介绍
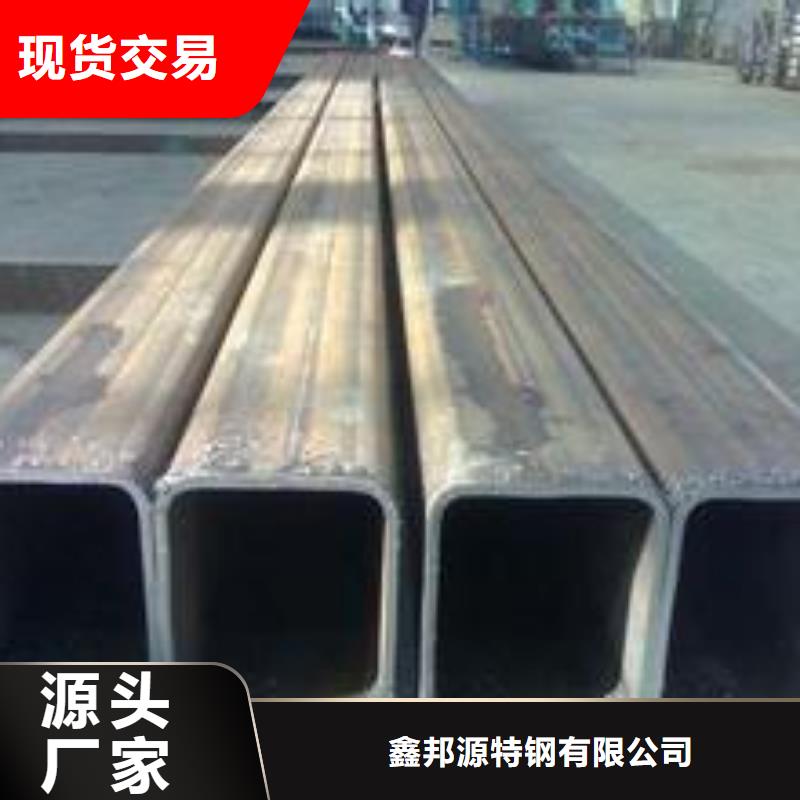
以下是:无缝方矩管输送管信誉有保证的产品参数
导读 无缝方矩管输送管信誉有保证,鑫邦源特钢有限公司为您提供无缝方矩管输送管信誉有保证的资讯,联系人:颜经理,:15275839870、15963170288,QQ:1143544302,地:聊城经济开发区钢管城2排5号到江苏省 南京市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区。 江苏省,南京市 南京市地处中国东部、长江下游、濒江近海,是中国人民解放军东部战区司令部驻地,国务院规划定位的长三角辐射带动中西部地区发展的重要门户城市和东部沿海经济带与长江经济带战略交汇的重要节点城市。
简约不浮华,不简单实用。我们的无缝方矩管输送管信誉有保证产品视频用最直观的方式展现产品的实用性和价值。
以下是:无缝方矩管输送管信誉有保证的图文介绍
鑫邦源特钢有限公司拥有一批高素质的技术管理队伍以及【江苏南京低温管】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【江苏南京低温管】。高品质(鑫邦源特钢有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【江苏南京低温管】都在优化改进)高技术(鑫邦源特钢有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【江苏南京低温管】技术)效率高(鑫邦源特钢有限公司拥有十余台【江苏南京低温管】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【江苏南京低温管】产品)




矩形管的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内 变化较大,这样的钢筋受力不均匀易产生断裂。优质管的商标和印字都比较规范。矩形管直径16以上的间距都在IM以上。钢材螺纹钢的纵筋经常呈波浪形。
矩形方管工艺要求:矩形直管必须在专用进口流水线上进行制作,以确保风管制作精度及风管的密闭性。矩形风管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。矩形风管的咬口连接应采用进口自动咬合器进行咬合工艺。
矩形风管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形风管的连接法兰应采用连板法兰及插接法兰连接工艺。
矩形方管工艺要求:矩形直管必须在专用进口流水线上进行制作,以确保风管制作精度及风管的密闭性。矩形风管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。矩形风管的咬口连接应采用进口自动咬合器进行咬合工艺。
矩形风管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形风管的连接法兰应采用连板法兰及插接法兰连接工艺。



矩形焊管的制造,需要将胚料送入熔炉内进行加热,温度在一千二左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的矩形焊管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到矩形焊管的基本雏形了,整个制造流程还是比较复杂的。
针对大口径方矩管在焊接过程中出现的变形问题,我们采取的方法主要有,用较小焊接电流、较快的焊接速度,,并且在有对称的焊缝中,有一端开始进行焊接,采用对称越前法进行交错焊接,也就是说如果 次焊150mm长仃止,再焊对称方300mm。越过前面150mm趋于平衡,然后再重复以上步骤就可以了.


总结 选购无缝方矩管输送管信誉有保证来江苏省南京市找鑫邦源特钢有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-15963170288,{QQ:1143544302},:[经济开发区钢管城2排5号]。

